
Silicone rubber is a kind of elastomer with excellent heat resistance, low temperature resistance, ozone resistance, weather resistance, electrical properties and high permeability. It is widely used in the buttons of mobile phones, telephones, notebook computers, fax machines, copiers, home appliances remote control and other products. The buttons is high frequency, easy to wear, so need wearproof and good decorative coating. But the silicone rubber surface energy is low, adhesion of the coating is poor, and easy to fall off. At present, the cost of UV curing and organic silicone and other coating is high, it is difficult to meet the rapidly expanding market demand. The blocking polyurethane coating reacts with the functional groups such as the hydroxyl groups on the surface of the treated silicone rubber to obtain a high adhesion, and the polyurethane coating of the layer has excellent abrasion resistance and surface decorative performance. In this research, polycarbonate diol (PCDL) with excellent mechanical properties, hydrolysis resistance, heat resistance, oxidation resistance and abrasion resistance was selected and reacted with excess isophorone diisocyanate (IPDI). The effects of blocking agent type, amount of blocking agent, temperature and time of blocking reaction and synthesis technology on the sealing rate were studied.
Experiment
Main raw material
IPDI, PCDL, dibutyltin dilaurate, toluene, di-n-butylamine, trimethylolpropane (TMP), diethyl malonate, chemically pure. Acetylacetone; ethyl acetoacetate; ethyl acetate; isopropanol , Phenol; methyl ethyl ketone oxime, purity 98%, all of the above is AR.
The synthesis of blocking polyurethane
A certain amount of PCDL, dibutyltin dilaurate and ethyl acetate were added to a four-necked flask equipped with a collector-type magnetic stirrer, a reflux condenser, a thermometer and a nitrogen inlet and outlet, and IPDI was added dropwise at 80℃, reacts 2 hours. After cooling, the NCO group was added and reacted at 60℃ for a period of time. The residual NCO group content was measured. Then, the crosslinking agent TMP was added for 2 hours to obtain a blocking polyurethane solution with a solid mass fraction of 46%.
Analysis and testing
The determination of NCO content: Test by dibutylamine re-titration method.
Measurement of the blocking rate: The blocking rate of the NCO group was calculated according to (W1-W2) x 100% / W1, and W1 and W2 were calculated as the NCO group contents of the prepolymer before and after the blocking.
Resistance to yellowing test: the obtained blocking products evenly coated on the slide, until the solvent volatile, put into 160℃ oven for 1h, observe the appearance of the product.
Alcohol resistance test: impregnated with cotton group of anhydrous alcohol, wrapped in a dedicated test head (after wrapping with cotton, the test head area of about 1cm2), applying 500g load to 40 to 60 cycles per minute, 20mm around, wipe back and forth on the surface of the bottom, 3 samples, the coating thickness of 0.06 ~ 0.09mm. The number of falling off cycles is the test result.
Resistant to sweat test: clean cloth soaked in the ammonia containing 1. 07%, sodium chloride 0.48% of the mixed water solution, which stick on the surface of the product, and sealed with a plastic bag, placed in the room temperature after 24 hours. After the test is completed, the test solution on the surface of the product will be wiped clean and the coating adhesion will be tested after 2h or more at room temperature. 3 samples, the coating thickness is 0.06 ~ 0.09 mm.
Using CMT4340 electronic testing machine to test the tensile strength : the tensile speed is 50mm/min, the sample made of the thickness of 1 ~ 2mm dumbbell shape, after standing at room temperature for 24 h, according to GB / T 528-92 standard determination.
Using the Spectrum Fourier transform infrared spectrometer (FT-IR) of Sprectrum from United States, after pure KBr tabletting, the solution was dropped onto the KBr sheet with a capillary and tested after evaporation of the solvent.
The decompression temperature of the blocked product was measured by a differential thermal analyzer (DSC821e) manufactured by METTLER. The flowing rate of N2 was controlled at 80 mL/min, from 20℃ to 160℃, and the heating rate was 10℃/min.
Results and discussion
Effect of blocking selection on blocking rate
The requirement of silicone rubber surface coating decorative effect is high high, the selected blocking agent required resistance to yellowing and has a low decapsulation temperature. In this study, phenols, oximes and dicarbonyl compounds were used as blocking agents. The molar ratio of blocking agent to NCO group (-H: -NCO) was 1: 1, and reacted at 60℃ for 4 h to synthesize blocked polyurethane solution , the experimental results in Table 1.
Table 1 Effect of blocking selection on blocking rate
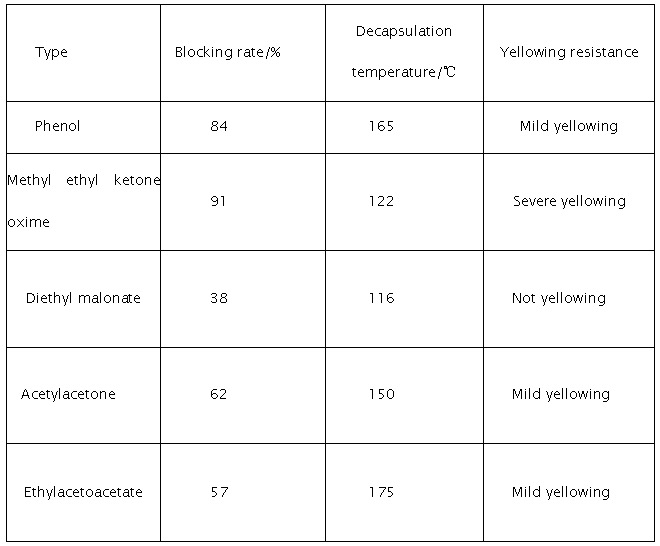
In Table 1, the sealing rate of phenol and methyl ethyl ketoxime is very high, but the high temperature curing release of the blocking agent is toxic, and the coating is yellowing. The resistance to yellowing of the products of three β-dicarbonyl compounds, such as diethyl malonate, acetylacetone and ethyl acetoacetate, was relatively good. Although acetylacetone and ethyl acetoacetate are able to achieve higher blocking rate than diethyl malonate, the first two are significantly higher in the decapsulation temperature and are accompanied by slight yellowing and are difficult to meet the high decorative requirements of the coating. Therefore, in this study, the prepolymer was blocked with diethyl malonate without yellowing.
Effect of the amount of blocking agent on the blocking rate
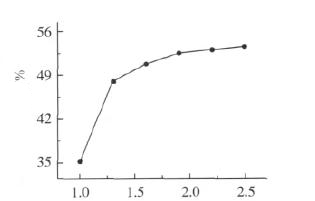
The reaction temperature was 60℃ and the reaction time was 3 h. The effect of the molar ratio of blocking agent to NCO group on the blocking rate was investigated, and the experimental results are shown in Pic 1
The molar ratio of —H :—NCO Blocking rate/%
Pic 1 Effect of the amount of blocking agent on the blocking rate
In Pic 1, when the molar ratio of -H: -NCO is 1: 1 in the blocking reaction, the blocking rate of the blocking reaction is only 35%, but with the increase the molar ratio of -H: -NCO , the blocking rate is improved. After the molar ratio is more than 1.9, the rise of the blocking rate tends to ease. This largely depends on the reactivity of active hydrogen (-H) in diethyl malonate, because the active hydrogen on the methylene group in the diethyl malonate is affected by the strong absorption and symmetry structure of the dicarbonyl, the activity is far less than active in phenolic, amine-based sealants. Secondly, when the coating of small molecules contain a high proportion of the blocking, it will seriously affect the coating solvent resistance and other properties. Thus the fixed molar ratio of -H: -NCO is 1. 9.
Effect of reaction temperature on blocking rate
The reaction time is 4h, the molar ratio of -H: -NCO molar ratio is 1. 9, and the effect of the blocking reaction temperature on the blocking rate is investigated and results are shown in Pic 2.
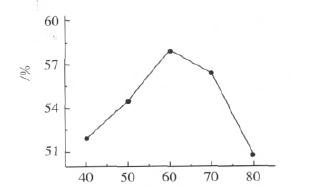
Pic 2 Effect of closed reaction temperature on the sealing rate
In Pic 2, when the temperature rose from 40℃ to 80℃, the blocking rate showed a trend of rise and fall, the suspension of NCO is the exothermic reaction, the reaction of diethyl malonate is very low under the low temperature conditions, and affecting the blocking efficiency. However, the high temperature will inhibit the exothermic reaction in the direction of positive reaction, and the high activity of IPDI will produce many side effects, which will affect the blocking effect of the product. The suitable reaction temperature is 60℃.
Effect of blocking reaction time on blocking rate
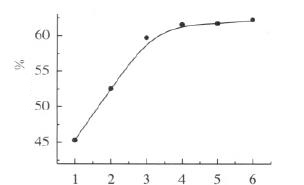
The molar ratio of -H: -NCO was 1.9, and the blocking reaction temperature was 60℃. The blocking rate of the reaction time was from 1h to 6h. The reaction results are shown in Pic 3.
Tim/h Blocking rate/%
Pic 3 Effect of blocking reaction time on the blocking rate
In Pic.3, when the blocking reaction is 1 h, the blocking rate has reached 45%, and in the flowing few hours, the closure rate increased by only about 15%, within 1 h after feeding, the initial reaction concentration of the blocking agent and NCO group reached the maximum, so that sufficient contact between the reactants, completed most of the reaction. When the blocking reaction is carried out for 4 hours, a dynamic equilibrium state is reached, and the effect of increasing the reaction time on the reaction degree is very small. Generally, the appropriate blocking reaction time is 4h.
Effect of crosslinking agent on polyurethane coating
In order to overcome the shortcomings of linear polyurethane water resistance, solvent resistance and heat resistance, the blocked residual isocyanate groups and cross-linking agent react together, the polyurethane molecules to form a cross-linked network structure, but the introduction of cross-linking agent will increase the viscosity of the early polymerization system too fast, it’s easy to gel. In this study, TMP was used as an internal crosslinking agent to synthesize a suitable cross-linked polyurethane solution. Because the blocked reaction has a low blocking rate under the premise that the coating is not yellowing, the free NCO groups still exist in the system, which affects the stability of the system. Moderately crosslinking can not only improve the solvent resistance of the coating, but also can improve the blocking rate of closed reaction. The crosslinked and uncrossed polyurethane prepolymers were characterized by FT-IR after the end of the blocking reaction. The results are shown in Pic. 4.
In Pic. 4 that there is still a characteristic absorption peak (2264 cm-1) of the NCO group in the polyurethane prepolymer without the crosslinking agent after the end of the blocking reaction, mainly due to the blocked reaction efficiency. After the cross-linking, the characteristic absorption peak of the NCO group disappears, and the NCO group has completely reacted by the crosslinking agent.
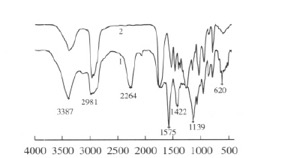
Wave number/cm – 1
1 – non crosslinked product, 2 – crosslinking products
Pic 4 The reaction product FT – IR of pre polymers before and after blocking and crosslinking
Performance test results before and after crosslinking
—H: —NCO is 1. 9 :1, the reaction temperature was 60℃ and the reaction time was 4h. To investigate the effect of the amount of crosslinking agent on the properties of the coating, curing on the surface of the silicone rubber treated by plasma, place it for 24 h to test its performance, the results shown in Table 2.
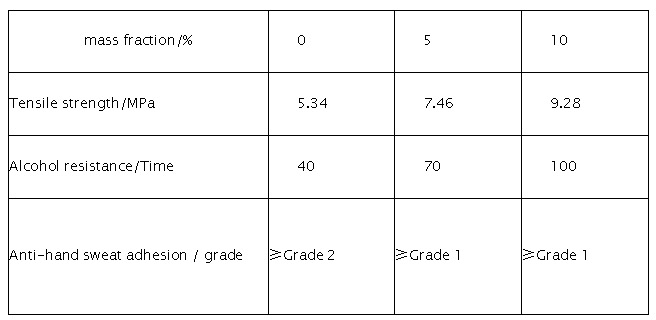
Note: The crosslinker content is the mass fraction of PCDL in the prepolymer.
In Table 2 that the tensile strength and the alcohol resistance of the coating gradually increase with the increase of crosslinking, meanwhile, the content of the NCO group decreases with the increase of the crosslinking. And the silicone rubber surface groups to reduce the probability of reaction, resulting in resistance to hand sweat after coating adhesion decreased.
Conclusion
The molar ratio of -H: -NCO was 1.9, the reaction temperature was 60℃, the reaction time was 4h, and the cross-linking was achieved with TMP to obtain the closed polyurethane solution. The decarburization temperature of the prepolymer was tested to be about 116℃. The tensile strength and the alcohol resistance of the coating gradually increased with the increase of the crosslinking, and the adhesion decreased after the sweat resistance test.
If you want to know more information of this product, pls feel free to contact our engineer (Email: [email protected]), we will reply you within 24 hours.
 Silicone rubber surface coating compounded with blocking polyurethane.pdf
Silicone rubber surface coating compounded with blocking polyurethane.pdf