Nickel-chromium heating sheet is commonly used in a heating element of Aviation equipment, instrument, it is also named heating zone, the larger product called electric heating blanket. Its role is to rely on power through the heating sheet itself after the heat generated by the temperature control system to control the instrument’s operating temperature, because its small size, light weight, long using life, good process, safe and reliable, easy to use, Which is widely used in aviation and aerospace industrial equipment, instrumentation, temperature control system. Due to using various types of nickel-chromium heating sheet, to ensure that equipment, instruments to work in requested temperature for long time.
In general, there are two processing methods to manufacture the nickel-chromium heating sheet. namely molybdenum wire cutting method, and lithography etching method. The former process is simple, easy to process, suitable for stereotypes of large-scale production of products, the latter which cartographic flexibility, it can be changed while using, and it is suitable for small batch development. Our processing of nickel-chromium heating sheet, which is produced by the two methods.
The performance and features of nickel-chromium heating sheet
It can be designed according to user requirements, also can be designed into a variety of shapes and sizes, and can be flat or bent wrapped in the instrument.
Using silicone coated glass cloth as the cover, temperature performance is good, can be in -50 ~ 200℃ temperature range of long-term normal work.
Insulation performance is good. It does not occur flashover breakdown phenomenon under the voltage of 500 volts, the power of 0.5 KVA, anti-electricity 1 minute.
Its lead wire connected firmly, at least to withstand 0.2kg of tension. The insulation resistance between the lead line and the end ≥ 200MΩ (checked by 500V megger).
Resistance values can range from a few ohms to several hundred ohms. Through the DC or AC power can work long-term.
Anti-wet performance is good. The bonding strength between Silicone glass fiber cloth and nickel-chromium alloy sheet is high, will not fall off.
Long service life, which can work continuously for 1000 hours. With the GPS-4 or GD402 adhesive bonding, it bonded firmly with aluminum, copper, steel and other metal, and it is not corrosive to metal.
The structure and materials of nickel chrome heating sheet
It is composed of a resistive material – nickel chrome alloy sheet, lead wire, substrate and cap layer and other components. Making the nickel chrome heating sheet, according to different working temperature, conditions of use and requirements, the appropriate choice of various types of raw materials.
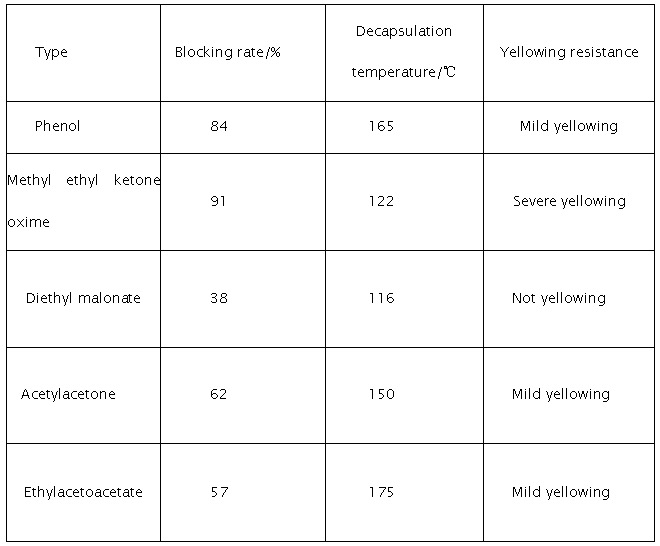
Resistance material. Ni-Cr alloy sheet is an important part of the heating film, according to the use of requirements, should be used high resistivity, corrosion resistance of the precision resistance alloy sheet.
Leads. From the end of nickel-chromium alloy sheet leads to the two fine insulated wire, using high temperature resistance of PTFE insulated installation line, model AF-250 (110 volts), the nominal cross-section of 0.013 mm2.
Substrate and cap layer. The substrate is used to maintain the geometry and relative position of the nichrome sheet, the cap layer protects both the shape and the relative position of the nichrome sheet and the nichrome sheet.
The substrate and cap layer are different with respect to the function of the heating sheet. In fact, the material used for substrate and cap layer is the same. In order to meet the production requirement of the curved heating sheet, besides selecting thinner nickel alloy sheet, the substrate and cover materials should also be also selected. Thus, it will not only meet the needs of the heat resistance and electrical insulation, but also have a certain deflection performance. Therefore, taking the silicone coated glass fiber cloth as the substrate and cap layer materials, the thickness of 0.18 ~ 0.20mm. Since the material is not vulcanized, so that taking the sticky performance of silicone rubber which coated on the glass fiber cloth, fix the shape and the position of a nickel-chromium alloy sheet, there will be strong bonding force between the silicone coated glass fiber cloth and nickel-chromium alloy sheet after heating vulcanization .
Production of Ni – Cr heating sheet by lithography etching method
Lithography etching method, through photochemical, corrosion and other means to print the desired shape of the line on the Ni – Cr heating sheet. The steps of the surface processing technology are as follows:
Graphic design→surface treatment of alloy→copy graphics→solid film processing→paste silicone glass fiber cloth→chemical corrosion→cleaning→measurement of welding wire and resistance→cover glue.
Graphic design. The thickness, the shape and the voltage of the required nickel chrome heating sheet in the instrument are used as the basis to calculate the required resistance value to determine the density, the direction and the length and width of the line on the heating sheet and draw 2: 1 ~ 5: 1 enlarged drawings of line, keep the negative film after photographing.
Pre-treatment of plate and nichrome sheet. Pre-treat the nickel-chromium alloy plates, firstly, the nickel-chromium film according to film size, the appropriate amplification on each side, cut with a cutter. And then using the magnesium oxide powder to remove oil on the surface, and placed in ferric chloride solution for weak corrosion treatment, so that the surface roughness, to improve its surface adhesion.
Copy graphics
The preparation and coating of photoresist, we use polyvinyl alcohol (PVA) as a photoresist material, the formula as below:
Polyvinyl alcohol 100 g
Water 1000ML
Ammonium dichromate 12 g
Preparation Methods: Firstly, PVA mixed with water, and then placed in a water bath to about 90℃, so that the PVA dissolved fully, remove and cool to room temperature, after the aqueous ammonium dichromate solution was poured, the mixture was sufficiently stirred. In order to remove the photoresist in the impurities and air bubbles, should also through net light filtering. Generally with three or four gauze filter for twice, then with the centrifuge to spin coating on the sensitive adhesive. And placed near to the oven until the glue is not sticky.
Notes for coating:
(A) The thickness of the photoresist has a great influence on the development and coloring of the subsequent exposure. Too thin to take off easily, and no protective effect, too thick will be insufficient, and lines blurred easily.
(B) The dryness of the photoresist also has a certain impact on the quality. If it’s not dry completely, the film will tend to stick to the film in the exposure, so the film damages, on the other side, it will make the Ni-chrome graphics incomplete, and for long time baking, it will cause later in the coloring and cleaning Process, it will difficult to show a complete graphics on the nickel-chromium alloy sheet.
(C) Coat sensitive glue on the Nickel-chromium alloy sheet, after baking, it should be placed in the dark place to avoid light, so that the development of lines blurred., should be placed in the dark to avoid light, so that the development of lines blurred.
Exposure. Put the sensitive glue coated nickel-chromium alloy sheet on the baseplate, which close to emulsion side of negative film (Attention to prevent light scattering, so as not to cause blurred lines), then put it under the cold light. The lamp power of 250 ~ 300 watts, the light source from the film is about 20 cm, time is 3 minutes, in addition, the sun light be used in hot days, time is 3 to 5 minutes, thus forming the required graphics of the “latent image.”
Solid film. The exposed nickel-chromium alloy sheet was washed with warm water and colored in 0.5% eosin water solution immediately. Rinse with warm water, remove the photosensitive part of the photosensitive glue from the metal sheet, when the line is clear, immerse it in the fixing solution immediately.
The fixative formulation is as follows:
Chromic anhydride 5 g
Water 100ML
Take the the nickel-chromium alloy sheet out after 20 seconds. After rinsed with water thoroughly, dry the surface with a hair dryer, and then put it into the electric oven, bake it under the temperature of 140℃. The baked nickel-chromium sheet, the color of line color was brown, and the film is very strong. Remove the extra part of the line on the nickel-chromium sheet, the incomplete part is filled with white nitrocellulose.
Paste silicone glass fiber cloth. We take the nickel-Chromium heating sheet as the base plate, which the glass cloth is coated with vinyl silicone rubber compound without vulcanization of semi-finished products.
The processing of silicone coated glass fiber fabric
(A) Dewaxing: Silicone coated glass fiber cloth thickness can be selected according to the request of product. We use the glass cloth of 0.06mm thick twill E-glass cloth, treated under 250 ℃ temperature for about 10 to 15 minutes, until smoke up. Thus, the wax on the glass cloth is volatiled completely.
(B) Chemical treatment: the dewaxing glass cloth immersed in the treatment solution for 3 to 5 minutes, dry it after removing.
Treatment solution formula:
Vinyltriethoxysilane 4 g
Industrial alcohol 50 g
Water 50ML
(C) Coating: After dewaxing and chemical treatment, glass cloth can be well integrated with silicone rubber, after coating the two sides by the coating machine, the total thickness is 0.19 ~ 0.20mm.
Formula:
Vinyl silicone rubber 100 units
Diphenylsilanediol 3 units
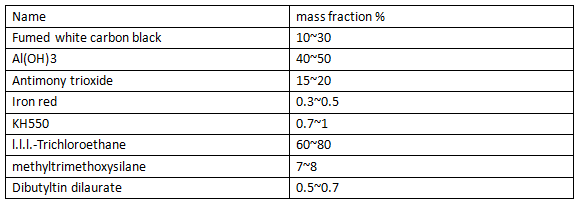
Fumed white carbon black 30 units
2,4-dichlorobenzoyl peroxide (DCBP) 4 units
The surface treatment of nickel-chromium sheet. Place the sheet for 5 minutes after cleaning the bottom of the nickel-chrome sheet with acetone, then coat 2 layers chemical tackifier evenly. The formula of tackifier:
Vinyl triethoxy silane (referred to as A-151) 10 g
Boric acid 0.05 g
Dichlorobenzoyl peroxide (DCBP) 0.5 g
A-151 PH value of which is adjusted to 2 ~ 3 with hydrochloric acid, and the general PH value of A-151 is 5 ~ 6, effect of tackifying is poor. The nickel-chromium plate coated with the tackifier was allowed to stand at room temperature for 30 minutes and then placed in an electric oven at 60℃for 1 hour. Take treated nickel-chromium sheet out, the sheet and the silicone coated glass fiber cloth fit together tightly, And caught between two layers of Teflon film, and then taking the bovine bone scraper to remove bubbles in the sandwich.
The bonding of nickel-chromium sheet and silicone: carry the one side of nicker-chromium sheet with silicone coated glass cloth into the 135℃electric oven, blast insulation for 10 minutes, so that nickel-chromium and silicone coated glass fiber cloth firmly bonded together.
Chemical corrosion. The nickel-chromium heating plate after washing with water, FeCl3 solution used for a weak corrosion. Then FeCl3 Mixed with water to adjust to the Baume’s reading on the table for the 36 ~ 38, temperature control in the 60 ~ 70 ℃, through the compressed air for chemical corrosion. Time is about 10 minutes, remove any unnecessary parts. Be noted that, besides the fluidity of the solution, the cleanliness of the surface of the nickel-chromium sheet have a great impact on the corrosion rate and quality .
Cleaning. Wipe off one layer yellow film of the nickel-chromium line with banana oil, or concentration of 60% sulfuric acid water solutions, and immersed for 30 seconds at temperature of 70℃ to remove the surface yellow film and then rinsed with water.
The resistance measurement of lead wire. In the beginning of nickel-chromium alloy sheet welding lead wire (design the length of wire as requested). The resistance value of heater sheet is determined by Wheatstone bridge. If the resistance value is greater than the index value, it will be removed, and the qualified one will be glued.
Cover glue. For the qualified nickel-chromium heating sheet, covered with a layer of the same size silicone coated glass fiber cloth on the side of wire, and then . After pressing, and then taking the bovine bone scraper to remove bubbles from the sandwich, and then into the electric oven temperature of 135℃, the blast insulation for 10 minutes, and then take it out.
Take the GPS-4 adhesive to pate the nickel-chromium heating sheet on the metal shell. Before the adhesion, cleaning the adherend (shell) surface with solvent, then coat thin layer surface treatment of NO1〜NO8. The mixture was placed at room temperature for 1 hour and then baked at 80℃ for 10 minutes. After being dried, coat the glue on the surface of the treated metal and non-metal surface (shell), the thickness of coating is about 0.2 ~ 0.3 mm, paste after a few minutes. And it can be parked at room temperature for 3 days to get enough adhesive strength. If it is allowed to stand at room temperature for one day, the vulcanization is carried out at a temperature of 80℃to 90℃ for 4 hours, so that the adhesion strength can be improved.
The experimental situation: We produced 22 heating plate totally, the maximum is 66.90Ω and the minimum is 49.1Ω, the difference is more than ten ohms, of course, the majority of nickel-chromium alloy sheet can adjust the resistance value, but the production efficiency is low.
Process of manufacturing nickel – chromium heater by molybdenum wire cutting method
The design of the heating sheet, the selection of material as the above 4.1, the image should be 1 : 1.
The production of the heating sheet.
(1) The processing of nickel-chrome alloy sheet. According to line shape and size, using wire cutting technology to cut out the required nickel-chromium sheet. This batch of 31 pieces of a cutting, the resistance is about 36.9Ω (design resistance of 36±1.5Ω).
(2) Welding wire. In the beginning and end of nickel-chromium alloy sheet, welded PTFE insulated installation line.
(3) Cleaning. Clean the lead with the nickel-chromium alloy tablets with ethanol, gasoline, acetone and other solvent, in order to improve the dry bonding strength. Special attention should be paid to the solder at the solder joint, otherwise the acidic substance of the residual flux will corrode the wire.
(4) Coat surface treatment agent. To increase bonding effect between the nickel-chromium alloy sheet and silicone coated glass fiber cloth. The treatment agent coating on the nickel-chromium alloy sheet placed 40 to 60 minutes, with vulcanization.
(5) Put the nickel-chromium alloy sheet on the substrate, cover layer, remove the bubbles between substrate and cap layer.
(6) The pasted heating sheet on the electric oven at 135℃within 10 minutes of heat preservation blast, remove it, and to be requested silicone coated glass cloth heating sheet. Because decomposition of DBP is 2.4 dichlorobenzoic acid and 2.4 dichlorobenzene, relatively less volatile, so the pressure is not vulcanized to avoid bubbles.
With the further development of space technology, the application range of nickel chrome heating sheet is expanding. Besides of the heating element used in aviation, the large nickel-chromium heating sheet is also used in technology equipment. Practice has proved that the use of wire cutting technology to produce nickel-chromium-clad heating sheet is a high-efficiency, good quality method. While the use of lithography etching method manufacturing heating sheet, although there are some shortcomings, such as low pass rate of quality instability and so on. But taking a series of remedial measures, the quality of products can be improved a lot. In general, in the processing of nickel-chromium heating sheet, taking the method of using lithography etching for small batch production as possible. Once the product is finalized, should use molybdenum wire cutting method to the mass production.
In addition, because the welding wire is still used brazing method commonly , so the thickness of the solder joint is still large. The flat fluorine plastic wire should be used in the future, and to replace the current circular wire, thereby reducing the thickness of the solder joints, and improving the bonding strength. In the future, in order to use thinner heating sheet and the use of a wider range of heating temperature range, the polyimide film as the substrate and cap layer can be considered, through the flexible accelerometer silicone coated glass fiber cloth wrapped nickel chrome heating sheet, and open up various types of temperature control heating sheet manufacturing methods.
If you want to know more information of this product, pls feel free to contact our engineer (Email: [email protected]), we will reply you within 24 hours.
 The production of silicone coated glass fiber fabric covered nickel-chromium heating sheet.pdf
The production of silicone coated glass fiber fabric covered nickel-chromium heating sheet.pdf